
作者 | 葛帮宁
出品 | 帮宁工作室(gbngzs)
| 编者按
2024年7月2日,中国一汽咨询委员会办公室发布讣告:上午9时,原一汽副厂长崔明伟因发烧导致全身器官衰竭,医治无效,在家中逝世,享年85岁。
7月4日6时,崔明伟告别仪式在长春市殡仪馆举行。中国一汽董事、党委副书记王国强,一汽老领导赵方宽、黄文昌等参加。
中国一汽总经理助理兼红旗品牌运营委员会副总裁柳长庆在朋友圈发文,称崔明伟“履职近四十年,专业敬业雷厉风行严谨务实,为一汽发展;人生八十五载,爱国爱家敏动好学尊老培青,是后辈楷模”。
得知消息后,奇瑞汽车董事长尹同跃在微信中告诉帮宁工作室:“他是我的恩师,永远缅怀老人家!”
1939年1月,崔明伟出生在长春市,1958年考入哈尔滨工业大学,1963年毕业分配到一汽,从此扎根效力37年。
从进入工厂到1989年,他在车身厂一干就是26年,先后担任技术科副科长、车身厂副总工程师、技术副厂长兼总工程师、车身厂厂长等职务。1989年,升任一汽副总工程师、总经理助理。1994年担任一汽集团副总经理。2000年1月2日退休后,又被一汽返聘。
崔明伟参加了一汽第二次创业——解放换型和第三次创业——上轻轿两场大战役。解放换型期间,车身厂全部设备都要更新,他以身作则,每天在工厂工作十余个小时。他还跟日本小松制作所据理力争,促使对方将出现严重故障的4000吨大型机械压力机修复,并向中方赔礼道歉。
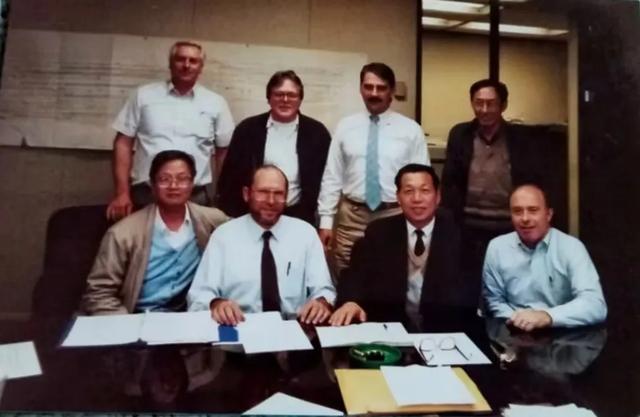
1989年2月,一汽与德国大众公司在狼堡签署购买大众公司美国威斯摩兰工厂技术贸易协议。该工厂年产能30万辆,总面积62万平方米。4月,一汽以副总工程师崔明伟为团长,带队到威斯摩兰拆装设备,当时在轿车厂担任工程师的尹同跃也是其中之一。经过艰苦奋战,他们将工厂主要设备拆装完毕并运回一汽,用于一汽15万辆轿车生产,使之接近1980年代国际水平。
2001年9月,一汽决定建设卡车生产新基地,要求年产中重卡车12万辆,并且技术20年不落后。崔明伟被返聘为车身项目总负责人,具体承担车身厂三个车间项目:车架车间(含车架装配线和车架涂装线)、驾驶室焊装车间和驾驶室涂装车间。最终,他带领团队出色地完成了任务。全新产品、全新车间、全新工艺、全新装备,有力地支撑了解放卡车的技术升级和核心竞争力提升。
2018年6月27日下午,在位于长春九院的中国一汽咨询委员会办公室,崔明伟接受口述访谈。彼时他说,看到现在一汽解放在市场上的表现,对当初所承担项目的价值和意义更有感触。
2019年3月27日,长春,一汽解放总部大楼,在《解放:中国第一个汽车品牌的前世今生》(中国工人出版社2019年出版)首发式上,崔明伟与其他一汽老同志受邀参加发布会。其口述访谈亦被收录进该书中。
今天,我们重发其口述访谈,以此纪念那些在一汽不同时期创业中努力拼搏过的老一辈汽车人。



三件事情要做明白
1939年1月,我出生在长春市。正处于日本投降期,我在农村念过三所小学,到长春后上过大经路小学和文庙小学。长春解放后,在双阳区四家子村读完小学五年级和六年级上学期。
1952年,我考入长春市第二中学,1955年,进入长春第一高中(现在的长春十一高)。1958年,考入哈尔滨工业大学富拉尔基分校,学压力加工专业,学制五年。富拉尔基有个重型机械厂,后来学校改名东北重型机械学院(燕山大学前身)。
1963年毕业分配,我被分到一汽。当时一汽年产能规划3万辆,1964年开始好转。
接着再分配,我被分到车身厂技术科。技术科有三十七八个人,科长是汪声銮,天津大学毕业,一汽518名苏联实习生之一。他技术能力强,对新人要求严格。每周六早晨,他带着我们6位新来的大学生一起学习毛泽东著作。
我在车身厂一干就是26年。1981年提为技术科副科长,1982年提为车身厂副总工程师,1983年提为车身厂技术副厂长兼总工程师,1986年8月提为车身厂厂长。1989年调任一汽集团副总工程师。
担任车身厂副厂长期间,恰逢一汽第二次创业,也就是CA141换型改造。车身厂全部设备更新,以压力机为例,原来一条线4台压力机,装模时间四五个人需要1小时,采用活动工台后,全线换模时间不超过四分钟。
换型期间,我们两次向日本小松制作所订购双动压力机装置,还订购过4000吨生产汽车左右纵梁。这台设备于1987年底验收,由于日方原因,出现严重故障。
我们在现场看到,相位齿轮有8个螺钉和7个销钉,但销钉没打,只有螺钉受力,因日本人试车时出现故障,导致相位齿轮出了问题。导轨已经歪斜13厘米,其他部件也受到不同程度的损坏。
问题相当严重。小松制作所想糊弄我们,说只是小问题。我跟他们描述说,相位齿轮犹如关东大地震,压力机受到不同程度损伤。小松制作所的二把手赶紧出来向我们赔礼道歉。
中间还有个插曲。小松研究所所长关静二,是个美国留学博士,他拿着从美国邮来的三张彩色图片,说分析完后无故障,让我评论。我“啪”地一下把照片甩到一边说,你这个分析和现场破坏实际情况完全背道而驰。
我们当时去了6个人,我是代表团团长,我立刻走出会议室。后来我安排两个技术专家到现场督促,我说,你俩不要8小时盯着,给他们留点空间,隔一小时再去看看,缓解下紧张情绪。
同时,我还警告日方,你们如果继续这样做,我就找媒体向世界人民宣布:小松制作所欺骗用户。日方哑口无言,甘心承认错误。日方用两个多月修复完整,经我方现场认证验收。小松制作所对一汽表示歉意,并赠给一汽45种配件。
换型改造期间压力很大,我每天在工厂差不多要干11个~13个小时。我这人不爱听汇报,喜欢到现场观察。车身厂当时有三个厂房,我每天要到工厂转三圈:早晨转一圈;中午休息后再转一圈;回家前再去转第三圈。
车身厂近3800人,有科级干部120多人,开会时有人说我要求严。我说,你们只要把三件事情做明白就行。
第一,出了问题,不责怪自己,却先说别人,这样做其实是关闭了别人支援你的闸门,你不犯傻吗?即使是别人造成的错误,你也先兜过来,真正做错事的人心里自然会感动。
第二,有困难不讲怎么克服,还强词夺理,要这样的干部干什么?要你,就是带领群众克服困难,不断向前,这是干部的使命。
第三,说假话坚决不允许。
我开会有要求,我讲完后,最少要提问两三个人,他们必须答出来。因此,开我的会,他们都老老实实的,抽烟的没了,睡觉的没了,唠嗑的也没了,都很精神地坐着听,认真记笔记。三四个月后,大家都习惯了。

“这是一汽的财富”
担任一汽集团副总工程师时,我被派到美国宾州威斯摩兰厂,负责拆装设备。
我记得很清楚,1989年3月16日下午,耿昭杰厂长给我来电话,让我到他家去一趟。那是一个礼拜天,天气阴沉,我穿着棉袄棉裤,还觉得凉。
我们谈了一个多小时,他给我讲威斯摩兰厂设备的重要性和先进性,还说拆回来后,可以直接用于将来一汽和大众的合资企业。起初我不愿意去,最后耿厂长说,去也得去,不去也得去。
一汽决定买下威斯摩兰工厂的全部设备,这个工厂年产30万辆高尔夫和捷达轿车。谈判由吕福源(时任一汽副厂长兼总经济师,2003年3月担任中国首任商务部部长,2004年5月18日去世,享年59岁)和李光荣负责。双方谈了很长时间,最终条件是,一汽购买4亿马克奥迪SKD和CKD零件,威斯摩兰工厂设备就送给一汽。
这个工厂谁去谁晕。威斯摩兰工厂总面积62万平方米,有3层楼,焊装线在一层,设备密密麻麻的。我从车身厂带去两个主要干将:关键和卢兆家,一个搞电器,一个搞机械。

我们住里外屋。几天后,他俩来找我。一个红着脸说,拆装机械化、自动化水平这么高、布局这么复杂的生产线,我俩心里一点底都没有,实在胜任不了。
另一个也附和道,团长,没有金刚钻,别揽瓷器活,这活我们确实干不了。不过,好不容易到美国一趟,就让我们在这里痛痛快快地玩几天,再打道回府吧。
我又好气又好笑。我说,既然来了,我们怎么能无功而返,两手空空还有什么脸面见一汽江东父老,见家中妻儿老小?我告诉你们,歪脖子树我都找好了,就差准备绳子,这棵歪脖子树杈能承受我们三人重量。不成功,便成仁,完不成任务,咱都别回去了。
他俩知道我的脾气,接受的任务不辱使命必须干好,再难也不打退堂鼓。所以,就等着我拿主意。
我接着说,从明天开始,改变大扫荡似的观察方法,找一个点去突破。用一财时间,本着三个原则去观察分析。第一,越复杂的设备,共性问题越多,构成组元相对越简单。
第二,按照数学合并同类项方法,使复杂问题简化,要看一条线,比如焊装机器是八种设备,不要把简单问题复杂化。
第三,采取解剖一只麻雀的方法,找一个生产线的一个中间工位,研究它的结构、原理、操作程序、拆卸解决,以及如何包装、运输,直到恢复安装投入生产使用,要认真仔细观察。
两小伙子干得很认真,皮鞋都坏了,安全帽里满是油泥,有的地方顶出了坑包来。过了约一周,他俩又来找我,厂长,您的招还真灵,我俩感觉还行。
我说,你俩都不行,还有谁行?人活着,每天都要面对太阳,迎着困难向前进,不能见到困难就低头。克服的困难越多,生命的价值越高,非你俩莫属。
从1989年4月20日起,我们分成焊装、涂装、总装3个专业组,20多位同志深入厂房,开始绘制拆装图,他们每天工作16小时以上。6月8日画完拆装图,焊装组5个人画了200多张拆装图,总装和涂装分别画40多张拆装图。涂装设备已经过时,完全拆解意义不大,只需局部拆回同类设备继续用。
美国工厂留下两个工程师,再加上留用的副厂长,他们三人花了近30分钟看焊装线拆装图。其中,两位焊装工程师提出10多个问题,焊装组5个人的回答让对方很满意。
美国留用副厂长又拍我肩膀,又和我握手,他说,中国工程师图画得好。并指着那位工程师说,他们不愿意画图。
我们到美国40多天,给美国人留下良好印象,也是双方加深了解的开端。
1989年5月初,我们在美国进行过招标,光拆卸不含包装,美国三家公司竞标,分别报价1100万美元、960万美元和850万美元。但一汽只给我800万美元,怎么办?
威斯摩兰工厂留下来一个副厂长、两个焊装工程师、一个工长、一个秘书、一个医生和六个门卫。副厂长管人事,已经失业。我跟副厂长谈,我说,我们要再进行一次招标,你们是第一主人,我们是第二主人。要把设备拆回去安装,必须我们两家合作,你们可以把失业工人请回来。
他先到大众公司底特律办事处请示。得到同意后,请回64位失业工人参加劳动。有了他们的支持,又得到美国汽车工会的同意,还解决了工人的失业情况,所以我们合作得很成功。
费用多少?包括拆设备和包装设备129万美元,后来又增加些工作量,增加了3.5万美元,共支付132.5万美元。吕福源和我说,老崔,李光荣给你当翻译,拆卸包装费只给了130万美元,多一分也不行!
谈判双方只有三个人,中方我是主谈,美方主谈是那位副厂长,谈了将近100分钟。
前期准备我们大概用时8个月。1989年4月10日我们到美国,1990年8月18日回到北京,从30多人增加到99人,分别从一汽23个单位里抽调出来,都有工程师头衔。
设备拆回来后,过一段时间才开始安装,1993年试生产。我在现场讲了一句话,我说,今天生产的现实告诉过去关心和担心一汽的人一个共同答案,这是一汽的宝贵财富,而不是废铁一堆。
设备安装完成并启动后,我跟耿昭杰厂长建议,邀请威斯摩兰工厂原副厂长夫妇到长春来看看。他们自己承担在美国的费用,到长春后的费用由一汽承担。等到了一汽,现场看到从美国迁回来的设备生产捷达轿车时,他俩笑着都掉眼泪了。

用软件描述硬件
我主要讲一汽第三次创业时期,建设卡车新基地时车架和车身情况。
2001年9月下旬,一汽召开会议,决定建设卡车生产新基地,新车纲领每年12万辆中重卡车,要求要严格执行国家相关法规要求,包括安全、防火、工业卫生、环保、噪音、节能等,投资要厉行节约,不准浪费,资金使用项目结果要审计。竺(延风)总(时任一汽集团董事长)特别提出要求,新基地技术20年不落后。
这次会上,决定返聘我为车架和车身项目总负责人。
我具体负责车身厂三个车间:一是车架车间,包含车架装配线和车架涂装线。二是驾驶室涂装车间。三是驾驶室焊装车间项目。这三个车间虽然只是整车生产的一部分,但都不可缺少。
首先得组建团队,成立项目领导小组,包括车身厂、第九设计院、规划部、发展部、机动处和外经处等单位。固定工作人员40多人,非固定人员30多人,年轻人占70%。
项目组成员对国外先进技术都不了解,对项目设备写标书的要求也不清楚。什么是标书?我的感觉是要用软件描述硬件,即用文字、图表和数据等软件描写设备、工装等硬件,包括各技术参数及指标、生产节拍时间、设备开始投入生产时间、厂家名称及地址等,并按照工艺流程顺序要求不漏项。
对先进设备有什么要求?我们认为应该符合七条技术经济指标。
一是,设备开动率要在96%以上,故障率不超过4%。
二是,生产过程每道工序成品率达97%~98%以上,废品率要控制在2%以下。
三是,每辆份产品用电量、天然气量、压缩空气量、冷水和热水量及高温水等消耗量要低,涂装线油漆利用率要高,材料及辅助材料利用率要高。
四是,生产辆份产生的废水、废气、废渣化学成分及排出量要少。
五是,易损件使用寿命台时要高,随机所带易损件的种类和数量是多少。
六是,人员配备率是多少。
七是,人工操作工位要操作安全,工作环境要改善提高。
这七条指标经过项目组讨论获得一致认可。这些条件是变动成本的重要因素,作为评标优劣重要指标不可缺少。标书发出去后,有些外方说,没见过这样的标书。
标书是以设备费用为主。出国做过调研后,大家开始分组写标书。当时分为几个具体工作组,比如车架装配标书,我修改了15次。再比如驾驶室涂装标书,15名工程师和技术员历时6个多月,每周讨论1次,最终写成63万多字。
这种涂装线有80个工位,从一楼到三楼有3000米长,全程设备分类为19个子系统。由白车身变成油漆后的成品将近7个小时420分钟。
2003年4月7日定标。开标前,车身厂厂长胡汉杰、外经处国际设备招标办公室主任董晓婷和我做决定,谁开标价低,就决定用谁。
竞标者有三家:两家德国公司和一家英国公司。因为英国公司技术落后,就在两家德国公司——D公司和A公司中选择。结果,D公司比A公司价格高12%,所以A公司中标。
在没开标前,我们要求两家德国公司提供厂房建设平面图。A公司按时间要求提供,D公司却说没时间做。
A公司提供的平面图,是按照我们认定的工艺流程和他们的设备规格的:厂房面积由原来的51808平方米减少到43223平方米,节省面积8585平方米,留做上水性漆时备用。按照当时价格,可节省2200万元。
不仅如此,平面图的及时提供还保证了厂房施工进度以及项目正式启动。因东北施工受冬季影响,5月必须开工。这样就确保土建工程在2003年4月初发图招标,5月12日正式开工。

争取最大压价目标
对土建的第一要求是什么?我在考察德国4家汽车公司——奔驰公司、宝马公司、奥迪和大众公司,以及日本三菱公司的涂装线时,曾问过8位涂装工程师,他们8小时之内主要干什么?他们异口同声地回答,是解决颗粒问题。
这句话在我脑海里印象深刻。有的工厂建在海边,涂装工厂不设一个窗户,就是为了防止灰尘进入厂房,而且涂装厂房开门不能朝主风向。
从喷漆室开始,室内空气实现微正压,一楼微正压防止灰尘进入厂房内。门尽量密封,减少开门次数。喷漆室内送进来的空气必须经过两层过滤,卫生度超过五星级宾馆,这是对建设厂房的第一要求。驾驶室面漆成品合格达到98%以上。
第二要求,所有厂房建筑物不允许粉尘脱落。从厂房的屋面内面,钢梁开始,从上到下,应该一尘不染才能验收。
正式生产后,工作人员进入厂房前更换服装、戴帽子、带鞋套,还要经过除尘间吹净身上灰尘,才能进入现场。
第三要求,对设计单位的要求,更改设计量超过工程造价的3%,要扣除一定比例的设计费。九院负责全部建筑及附属装置设计,最终设计更改仅为1.8%。
经过讨价还价,进入最后一次商务谈判。中方代表有4人,分别是胡汉杰、董晓婷、英文翻译王琳和我,外方代表有4人。
进行商务谈判前,我找胡汉杰商量,他点子多。我说,合同你签字,费用你付,你应该主谈。
他说,还是你来谈。
我说,那就一起谈吧。我岁数大了,你还年轻,和上次谈判一样,你多发表意见,争取实现我们的最大压价目标,这是我们的使命。
最后一次谈判双方对峙4个多小时,经过激烈交锋,A公司从报标到中标,最终压价近23%,合同保证金由10%提高到15%。
举例来说。总报价标书上要求分类报价,其中有一项设计费,两家德国公司设计费都占总报价13%左右。在谈设计费时,我和胡汉杰确定只能给对方5%左右。
为什么?因为设备当中使用大量风机、电机、泵、阀等,这些都是社会成熟商品,这些产品都应包含在设计总价里,不需要重新设计。
再比如油漆线水槽数量12个,滑橇410个,烘干室4个,这些设备用一张图稍加改动即可。设计成本越高,说明计算机使用率太低。竞标方都是世界知名企业,都应该有计算机设计平台。
外方点头认可。最终设计费降到7.9%,差0.1到8%。
2004年5月15日,竺(延风)总通知我6月30日结束工作。此后,胡汉杰(时任一汽集团公司车身厂厂长)有很多创新做法,后续工作量相当大,他领导相关人员在2005年实现全面投产。胡汉杰是实干家,也是改革管理专家,能充分调动员工的积极性和主动性。
保证金为何要从10%提高到15%?合同签订后还有几个附件,很多都是胡汉杰提出来的。下面举几个具体例子。
一是,关于机械化传输系统故障率考核。正式生产后,在全部生产时间内计算,只要有一个单机停运转,就算一次故障。连续两周内,每周5个工作日期间进行考核计量。共测定3次,测试时间验收前由卖方确定。
二是,喷涂机器人涂料利用率考核(达到合同规定油漆利用率)。连续两周内,每周5个工作日期间进行考核计量,同卖方报表中提供的数据进行比较,测量方法在合同中明确。共测定三次,测试时间验收前由卖方确定。
三是,生产运行成本考核。为保证新建驾驶室涂装线产品质量和运行成本的合理,买方要求新建涂装线的运行成本在全线调度,验收合格后进行生产运行成本考核。
对高温热水耗量、用电量、压缩空气耗量、天然气耗量、工业水耗量、污水排放量都有规定。正常生产日上午8:30-11:30(连续两周内,每周5个工作日)期间进行考核计量,同合同附表中气动力耗量表中提供的数据进行比较。
检测方法、工具、条件、时间由检测单位提出,买卖双方共同认可。外委检测单位所有涉及的费用支出,如果所有指标数都在卖方所报范围内,费用由买方的最终用户支付;检测数据高于或低于投标方所报数据,费用则由卖方支付。
在实际生产过程中,经过对现场生产过程三轮考核,每轮5个工作日,经过两周检测表明,各项指标都合格。全线开动率合同规定96%,实际达到98%。

另一个成果
我再介绍下车架和车身项目基本情况。
先看车架装配项目。
新基地工厂年产能设计纲领20万辆,车架装配线长145米,有12个工位。年峰值产量2017年达到14.9万辆。设备可动率超过98%,产品合格率接近99%。
关于车架装配项目的固定装配技术,这里讲两个重要指标。
在固定装配台上将纵梁总成、各种横梁(8道)按确定的位置装配在一起,采用定位销进行定位铆接,确保车架总成对角线设计尺寸控制在2mm以内。
车架宽度通过控制油缸活塞的行程来保证,定位小车其垂直面与水平面偏差为万分之五,结构适合各种车型横梁装配,定位准确,柔性强。
采用弹簧式机械平衡器,提高铆接操作的灵活性和安全性。
再看车架涂装项目。
引进除铁粉去污物装置、磷化除渣装置、直燃烘干炉、废气焚烧装置、程控自行小车及滑橇输送机、现场总线技术和中央控制系统。选用无磷、无氮的脱脂剂和无铅耐候性阴极电沪漆。共14个工位,节拍5分钟(3个一摞),全线长394米。年峰值产量2017年达到14.9万辆。设备可动率99.6%。产品一次交检合格率99.07%。
高效率烘干室采用小口进、小口出的工艺布局,三个车架一摞直进横行向前加热,直出,加热时间1小时。炉内12摞,36台车架,烘干室经多次讨论不用桥式烘干室结构,浪费能源太多,能源利用率在25%~30%之间,利用直燃炉与废气焚烧技术,实现烘干室热效率达到65%~70%。
这是项目组集体智慧的结晶,是一项技术创新,是一汽的专利。但当时没有申请专利,所以只在国内得到推广。
三是驾驶室涂装项目。
驾驶室涂装线共80个工位,节拍1.78分钟,全线长近3000米。设备可动率98%,产品一次交检合格率98%。
污水处理方面,前处理、电泳排放的碱性、酸性及电泳污水、喷漆废水经污水处理系统处理后,排放指标达到《综合污水排放标准》;漆渣、污泥、磷化渣及废油委托专业公司进行处理。
技术水平方面,有多功能穿梭机23台,在前处理、电泳槽体中实现360度旋转,达到最佳电泳涂层。5轴多功能机器人能实现驾驶室中涂、色漆和车底抗石击涂料的自动喷涂。电动单轨小车12台,实现滑橇的自动转换。集中输调漆系统,能自动完成换漆、清洗和喷漆工作。
四是驾驶室焊装项目。
项目2005年建成投产,全线设162个工位,全线总长223米。随着技术进步和管理升级,解放J6焊装线通过各阶段的技术升级和改造后,目前生产节拍达到102秒/辆,年产量达到12万辆。生产线综合可动率96%,一次交检合格率达到93%。
工艺装备水平方面,焊装线工艺装备中既有西门子、ABB等国际领先品牌,又有南京小原等国内知名品牌,各线分别采用升降式往复运输线、胶辊传输机等方式实现传输,各大总成全部采用空中小车自动上下料。
生产线电气控制系统采用西门子可编程逻辑控制器控制,采用车间级网络系统实现各种车型的自动转换,实现控制系统的故障诊断功能,全线自动化控制水平达到国内领先水平。
广泛采用中频焊接技术实现能耗降低。为提高焊点质量和节能环保,在解放J6驾驶室白车身上大批应用中频点焊技术,单点能耗较传统技术降低30%以上。
采用电伺服焊钳提升焊接质量。
多手段控制白车身精度,解放J6焊装线配备了检验夹具、四臂式三坐标测量机、便携式三坐标机,并采用激光在线检测技术,对车门框、窗口等白车身关键点实现100%自动检测。生产线运行13年后,白车身精度水平仍保持国内较高水平。驾驶室淋雨合格率99.75%。


▲2018年6月27日下午,崔明伟接受口述访谈
再讲讲我的感受。
全新产品、全新车间、全新工艺、全新装备,有力地支撑了解放卡车的技术升级和核心竞争力提升。
由于这些车间采用当时国内外领先技术和装备,生产效率得到明显提高,质量大幅提升,成本显著下降。更重要的是,工作环境和劳动强度得到改善,员工人身安全更有保障。
新车间和过去相比,变得更干净,更清洁,更环保。车间排放的废水、废气、废渣都达到国家排放标准,有的还超过了排放标准。
在项目规划和实施过程中,一大批人员得到飞跃性锻炼和提升。他们真正实现了和国际接轨,提高对国外先进设备、先进技术以及先进管理的认识和掌握能力。
项目建成后,车间成为培训和学习的课堂和阵地。很多一线员工通过每天和这些设备及技术的接触操作,逐步成为熟练操纵和维修维护的行家里手,这是项目的另一个重要成果,那就是育人。
可以自豪地说,我们项目团队圆满地完成任务。特别是看到现在解放在市场上的表现,我们更感到曾经承担的工作的价值和意义所在。