唐钢新中型产线于2021年3月开始试车生产。新产线承接大部分旧产线的产品,产品大纲为:矿用U型钢、矿用工字钢、轻轨、角钢等。成材率水平的高低直接影响着整条产线的吨钢成本,提高新产线成材率在降低总生产成本、抢占市场、树立品牌形象的目标下尤为重要。通过优化工艺、加强管理、提高产线成材率,不仅能提高经济效益,而且能最大限度地满足型材用户的需求,进一步提升整条产线产品的市场竞争力。
影响新产线成材率的因素主要包括连铸坯质量、连铸坯加热过程、轧制和冷却过程中的控制调整、合同的组织等4个方面。相关岗位人员对各因素进行深入分析,制定出合理的改进措施并在实际生产中逐步完善,产线的成材率最终达到较高水平。
1. 新产线工艺特点
新产线的工艺流程为:钢坯经加热后→高压水除鳞→BD1可逆轧机进行粗轧→BD2可逆轧机进行轧制→高压水除鳞→7架精轧机连续轧制→长尺冷却→长尺矫直→冷锯定尺→打包入库。与旧中型产线相比,新产线的优势为:(1)采用步进式加热炉,钢坯加热温度均匀,消除了水管黑印,提高产品质量和精度;连铸坯由原来的最长3.2 m变为10 m,降低了生产过程中钢材切头尾损失。(2)采用BD1+BD2+7架万能精轧的轧机配置,可实现多种生产模式灵活切换,同时保留轧线脱头轧制的可能性,为部分特殊产品生产创造有利条件;BD1、BD2为二辊可逆式开坯机,轧机刚度大,换辊方便,可靠性高,自动化程度高;配置万能精轧机组,采用万能法轧制轻轨,轨头、轨底得到充分加工和均匀延伸,成品断面尺寸精度提高,轨底平直,内应力小,冷后弯曲度小,所有规格产品在轧制过程中均无需扭转。(3)采用长尺冷却、长尺矫直,减少了矫直盲区,确保钢材表面质量及内部质量,提高平直度及成材率;采用步进梁式冷床,入口设有预弯装置,产品冷却均匀,弯曲度小,减少钢材表面划伤,为生产轻轨等产品创造条件。(4)采用自动码垛和自动打捆工艺,减轻工人劳动强度,提高生产率和成品包装质量。
2. 影响成材率的因素
2.1 连铸坯质量的影响
轧钢过程对铸坯表面质量的要求[1] :铸坯表面不得有目视可见的重接、翻皮、结疤、夹杂,不得有异物压入;铸坯截面不得有缩孔和影响使用的皮下气泡、裂纹;合金钢与非合金钢不得有深度大于3 mm的划痕、压痕、擦伤、凹坑等。
轧钢过程对铸坯内部质量的要求:不同钢种对于铸坯内部缺陷要求不同。一般钢种要求低倍检验中,不得有肉眼可见的缩孔、气泡、裂纹、白点等;对于优质钢种,可做高倍检验,检查脱碳层、晶粒度及非金属夹杂物情况,以达到满足后续工序的需要。
铸坯表面尺寸的影响:连铸坯边长、对角线的误差对轧制过程及成材影响较小,但其长度对最终倍尺长度影响较大,为保证成材率,连铸坯的坯长必须精确,且波动范围小,利于轧制质量调整。
2.2 连铸坯加热过程的影响
连铸坯在炉内时间越长,温度越高,产生的氧化铁皮越多,且容易产生各种加热缺陷,降低成材率。温度过低,轧制力增大,会使轧槽磨损过快,降低钢材表面质量;钢坯要经过多架轧机轧制,若某道次轧制过程出现问题,造成短暂的耽搁,轧件温度降低过大,将不能进行下一道次的轧制,产生“甩坯”现象。
2.3 轧制过程的控制
孔型的影响:轧件经过各道次的孔型轧制,逐步变形为最终所要求的型钢断面,合理的孔型能够使轧件顺利的经过各道次,不产生表面缺陷。
压下量和堆拉关系:BD1、BD2轧机为可逆轧机,不涉及堆拉关系。相邻两架精轧机的堆拉关系需要和各道次压下量进行配合。轧制过程中,若轧件在两架轧机中进行张力轧制,将使轧件断面尺寸变小。
2.4 导卫的影响
合理的导卫设计与正确的安装,将使轧件顺利的咬入和托槽。导卫分为滚动导卫和滑动导卫,分体式的滑动导卫更容易控制轧件的走向,但轧件容易产生刮痕。连轧机组适合使用整体的滚动导卫和滑动导卫。
2.5 钢材冷却过程的控制
角钢、工字钢、U形钢为对称断面,轧制结束后,钢材上冷床冷却较为均匀,冷却过程不会再产生额外的弯曲。轻轨为异型断面,轨底和头部的形状差异造成冷却过程的散热不均,产生内部应力,假如冷却过程不进行控制干预,冷却后的钢材将存在较大的弯曲度,严重影响钢材下冷床和矫直工序的咬入。
2.6 工序间信息传递的影响
钢坯出加热炉,进入轧制程序后,钢坯必然产生变形,若不能一次完成轧制,受加热炉结构影响,此支钢坯不能再次回炉,产生“甩坯”现象;倍尺钢材的最终长度受轧制负差的影响,根据钢材的倍尺长度实时调整负差,可以降低钢材的切头损失。
2.7 合同组织的影响
角钢产品为理重交货,其余产品为实重交货,合同组织时应该考虑理重和实重对钢坯长度选取的影响;角钢产品的三个标准:国标、国网、南网,断面尺寸要求依次越来越严格。
3. 制定措施
3.1 稳定连铸坯质量
早期工艺控制下的铸坯质量为:铸坯表面检测可知,鼓肚、脱方、弯曲、凹陷、深振痕、裂纹、夹渣等缺陷基本消除,但是存在表面气泡缺陷。低倍检验结果发现,铸坯内部缺陷比较严重,存在不同程度的中间裂纹、角部裂纹、中心疏松、缩孔缺陷。
工艺改进措施:(1)调整设备状态,确保设备精度。结晶器、活动段安装完毕后,需要组织对结晶器、活动段进行对弧,精度要求活动段1~4辊偏差±0.1 mm,5辊偏差(2±0.2) mm。中包开浇后,待结晶器液面自动控制投入,使用保护渣自动加渣设备。使用线外保护渣烘烤器对保护渣进行加热,保护渣烘烤至90 ℃以上的加热时间1.5~2 h,将加热后的保护渣加入到保护渣料斗中,温度设定50 ℃,1~6流加渣速率设定220 g/min,根据结晶器液面活跃状况可适当调整保护渣加入速率。(2)优化配水制度。根据不同的浇注断面,灵活调整二冷比水量,将165 mm×280 mm断面比水量由0.90 L/kg降低到0.75 L/kg,将165 mm×225 mm断面比水量由1.0 L/kg降低到0.85 L/kg。(3)中包温度及拉速控制。钢种液相线温度为1510 ℃,中包温度控制目标1525~1540 ℃,根据不同过热度设定不同的最高拉速。(4)使用电磁搅拌技术及更换结晶器保护渣型号。应用电磁搅拌技术,将高黏度保护渣更换为低黏度保护渣,保护渣进行烘烤。
通过对铸机工艺参数及设备的改进,铸坯内外部质量明显改善,对后续轧钢产品质量的提升提供了强有力的保证。
对连铸坯长度的管理:连铸作业区强化关键岗位职工质量意识,提高职工操作技能水平;各岗位职工严格执行岗位规程,对于小于标准规定长度和弯曲度超公差的连铸坯进行报废处理;将班组定尺长度符合率作为绩效指标,并和相对应的岗位奖金进行挂钩;由专人负责,主动和中型加热炉烧火工、轧机调整工进行信息交流,第一时间得到钢坯加热、轧制质量的反馈信息。冷坯入炉前每批测量截面尺寸和长度,发现不合格铸坯,进行报废剔除,并将信息反馈给技术人员和连铸作业区。通过管控,连铸坯长度0~60 mm公差比率达到97.72%以上,具体数据如表1所示。

3.2 严格控制钢坯加热过程
分三段进行加热控制,根据钢种特性制定相应的加热制度。相对于其他钢种,将轻轨钢55Q的均热段温上限降低25 ℃,既满足了轧制要求,又可以有效避免脱碳事故的产生。根据轧机机时产量,提前微调三个加热段的控制温度,既降低了烧损,又可以防止出钢温度过低而使轧机负荷过大产生轧槽消耗过快甚至导致生产事故。
3.3 对孔型及轧制规程的优化
以旧中型产线孔型数据为基础,设计各品种规格的孔型。结合孔型轧制时的使用效果,利用ABAQUS有限元模拟软件,优化孔型。根据负荷和孔型充满度进行优化[2],优化后各道次的负荷趋于一致,孔型充满度良好。角钢品种,成品前轧辊设计A-B孔型,使同一规格不同厚度的角钢全部能满足断面尺寸和表面质量的要求。
BD1、BD2各道次压下量制定后,根据成品的断面尺寸来进一步优化两架BD轧机的压下量,同时使钢料经过各道次的轧机负荷尽量相等。精轧机初始堆拉关系的制定:钢料经过精轧机时,采取微堆轧制,即轧件在两相邻机架上同时轧制,前机架的秒流量略大于后机架的,使两机架间产生一个自由套。堆拉系数执行范围为0.98~0.99。对微堆轧制的现场观察发现,精轧机轧件在进入下一道次咬入时,轧件上下晃动,会影响头尾断面尺寸的控制。最终堆拉关系的确定:使用零张力或是微张力。
3.4 导卫使用的改进
对于角钢品种,最后一道次入口使用滚动式导卫,如图1所示;其余位置使用普通的整体导卫,如图2所示。选择理由:角钢有国标、国网、南网三个标准,国标对角钢的断面尺寸要求最为宽泛,国网标准比国标严格,南网标准比国网严格,南网标准为纯正差要求,轧制南网、国网标准角钢对各工序的控制相对于国标产品提高了要求,使用滚动式导卫可降低轧件咬入过程中的晃动,有利于控制角钢边长,确保成品尺寸公差。

角钢轧制,轧件在通过末道次滚动式导卫时,上下晃动得到了很好的控制,左右会产生轻微的晃动,此过程会使成品断面尺寸左右波动,严重时会产生废品。改进方案如图3所示:优化滚动导卫,增加可调整的侧导板,控制轧件行进中的左右行程,减少轧件左右晃动,保证断面尺寸合格。

3.5 轻轨品种入冷床前进行预弯
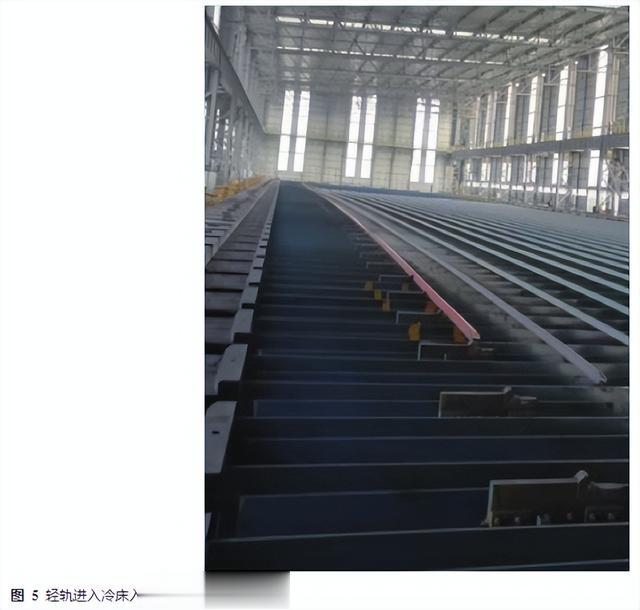
轻轨品种截面面积底部小于头部,截面周长底部大于头部,轧件出精轧机温度900 ℃左右,平躺进入冷床入口,如图4所示。冷却过程中,底部温度降低较快,产生的收缩大于头部,钢材将产生较大的弯曲。

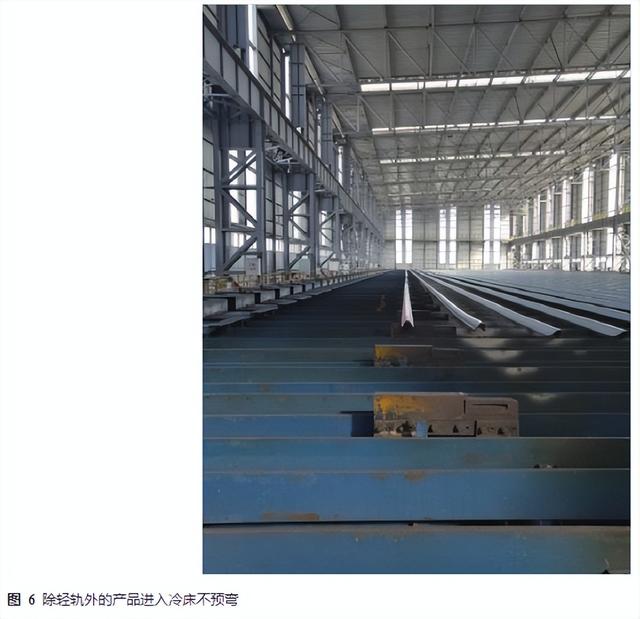
生产轻轨时,在冷床入口处执行自动预弯程序,使非对称断面轻轨进行自动预弯,将轻轨冷却后的弯曲度从25‰~35‰降低至4‰,保证钢材顺利进入矫直工序进行矫直。如图5所示,轻轨进入冷床入口处执行自动预弯程序;其余产品如图6所示不进行预弯。
3.6 各工序及时进行信息沟通
正常生产时,各主控室操作人员对本工序生产信息进行收集并实时反馈给其他操作室,操作室人员使用对讲机将重要信息及时反馈给本工序的操作岗位工作人员。主要的生产信息包括:矫直后倍尺材的长度是否符合计划定尺,轧机调整人员根据此信息对钢材的负差率进行调整;检验平台上钢材的质量情况,轧机质量控制人员根据此信息对各道次的压下量和导卫进行调整;各工序设备运转情况,如设备出现问题,加热炉将立即停止出钢。
3.7 合理安排生产合同
组织角钢生产时,若存在南网标准规格,同时安排此规格的国网、国标进行协同生产,可以使部分不符合南网标准的角钢转向国网、国标标准,降低废品的产生[3]。一支倍尺钢材协同生产两种或两种以上的合同定尺,冷锯处可以灵活安排剪尺,降低成材损失。
4. 实施效果
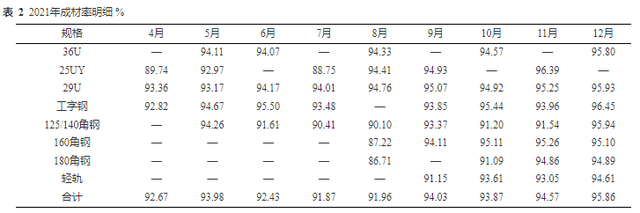
通过对各影响因素的控制,新中型产线成材率指标稳步提升,具体数据如表2所示,单月综合成材率由92.67%上升至95.86%。单个品种的成材率均有所提高,最高为工字钢,单月综合成材率由92.82%上升至96.45%。
5. 结束语
(1) 通过对连铸、加热炉、轧制等各工序的控制改进,使新中型单月综合成材率由92.67%上升至95.86%。工字钢品种成材率最高,为96.45%。
(2) 针对各品种生产的工艺特点制定相应的措施,使其稳定生产,成材率提高。
(3) 通过提升管理水平,消除了钢坯长度的波动对定尺材长度的影响;通过合理安排生产合同,降低了南网角钢的生产难度,确保角钢成材率的提高。
文章来源——金属世界